厚板焊接过程中,工件加工误差、装配误差及焊接过程中的热变形等因素不可避免地会导致机器人示教轨迹和实际焊接
轨迹存在一定的偏差。如何对机器人的轨迹偏差进行补偿,完成精确的焊接过程是保证焊接质量的关键。本篇介绍应用
于弧焊过程的TAST Tracking功能,该功能通过维持焊丝和工件之间电流恒定进行上下方向和左右方向的补偿,从而实
现机器人路径轨迹的调整。TAST Tracking(Through-Arc Seam Tracking)功能,也称为电弧传感或电弧跟踪功能,该功能
可进行上下方向和左右方向的补偿,其中,左右方向的补偿只在正弦型摆动焊接时有效。当使用摆焊功能对V型坡口工件焊
接时(如图1所示),焊丝端部与工件之间的距离会随着摆动的进行而发生改变,则流过二者之间的电流也会随之发生变化。
如图2所示,焊丝到达坡口端部时的电流值要高于焊丝位于坡口中央位置,但当焊丝位于坡口中间位置时,摆焊左右两侧的
电流波形则相同。但是,当焊接路径偏离V型坡口中线时,电流波形在摆焊的左右两侧各不相同,如图3所示。TAST Tracking
功能可通过采样反馈的电流值获得电流波形,并从中计算出摆焊左右两侧各自波形下的面积,从而对机器人的轨迹进行修正。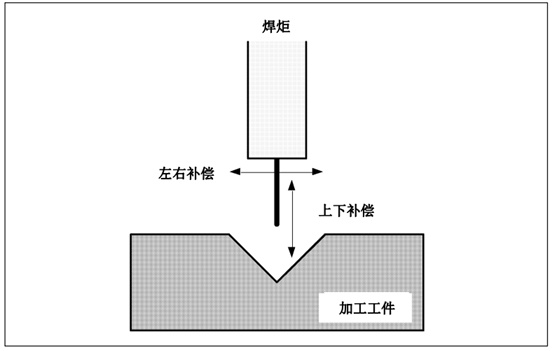
图1 TAST Tracking功能

图2 焊接路径位于坡口中央时的电流波形图

图3 焊接路径位于坡口右侧时的电流波形图
实际焊接过程中,由于装配和焊接过程的热变形,工件相对于焊丝端点不可避免地会发生上下方向的位置改变。TAST
Tracking功能通过在焊接路径的中间位置进行电流采样,作为电流基准值,并计算其它位置的值相对于此偏移的补偿量,
对机器人的轨迹进行修正。如图4所示,采样时分摆动焊接和无摆动焊接两种情况,图中1点为采样点,采样值作为基准
值。如果工件偏离焊丝,电流值逐渐减小,则对机器人路径进行补偿,使得焊丝靠近工件。反之,工件逐渐靠近焊丝,
电流值逐渐增大,则对机器人路径进行补偿,使得焊丝离开工件,如图5所示。

图4 上下方向补偿时电流采样

图5 上下方向补偿示意图
TAST Tracking功能由两个指令所构成:
图6 电弧传感条件设置
通常在弧焊的开始位置以执行跟踪开始指令的方式进行示教;基于电弧传感的补偿只在焊接有效时进行;电弧传感指令
执行中的示教点间的移动时间比摆焊周期(或者采样时间)短时,在该区间内基于电弧传感的补偿不起作用。
TAST Tracking功能在厚板焊接中得到了广泛的应用,但在使用此功能时,客户也遇到不同的问题,为此,针对此功能的使用进行了相关梳理。
使用TAST Tracking功能的工件厚度必须在3mm以上;
摆动焊接时,只可使用正弦型摆焊模式;
TAST Tracking功能不支持A运动指令;
TAST Tracking功能使用于V型坡口时,坡口角度必须在90°以内;
TAST Tracking功能使用于搭接或角接接头摆动焊接时,摆幅必须是比板厚小2mm以上的值;
摆动焊接时,摆动的宽度(摆幅*2)至少必须是焊丝直径的3倍以上;
在反馈电流值稳定的情况下,实际的焊接路径与示教路径的角度最大必须在10°以下;
焊接母材必须为铁类,或者具有与软钢同等或同等以上的电阻的金属;
建议摆幅设置在1.8mm以上,摆频在4.0Hz以下,两端停留时间在0.05s以上时,TAST Tracking功能可发挥最佳性能。













